Las instalaciones industriales de ferralla ajenas a la obra deberán tener implantado un sistema de control de producción que contemple la totalidad de los procesos que se lleven a cabo. Dicho control de producción incluirá, al menos, los siguientes aspectos:
a)control interno de cada uno de los procesos de ferralla,
b)ensayos e inspecciones para el autocontrol de las armaduras elaboradas o, en su caso, de la ferralla armada,
c)documento de autocontrol, en el que se recojan por escrito los tipos de comprobaciones, frecuencias de realización y los criterios de aceptación de la producción, y
d)registro en el que se archiven y documenten todas las comprobaciones efectuadas en el control de producción.
El autocontrol de los procesos, al que se refiere el punto b), incluirá como mínimo las siguientes comprobaciones:
–Validación del proceso de enderezado, mediante la realización de ensayos de tracción determinando Rm, Re, Rm/Re, Re/Re nom, Agt y A5. Se efectuarán dos ensayos mensuales por cada máquina, sobre muestras tomadas antes y después del proceso.
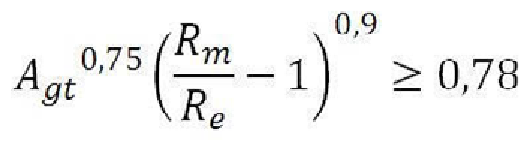
En el caso de emplearse únicamente acero en posesión de un distintivo de calidad oficialmente reconocido, dicha periodicidad, podrá ser de un único ensayo mensual. Se irán alternando consecutivamente los diámetros hasta ensayar la totalidad de los diámetros utilizados por cada máquina, debiéndose cumplir las especificaciones indicadas en el apartado 49.3.2. En el caso de las armaduras fabricadas con productos de acero tipo B500SD en posesión de un distintivo de calidad oficialmente reconocido, que cumplan simultáneamente que la relación Rm/Re ≥ 1,13 y que la transformación (diferencia entre antes de enderezado y después de enderezado) de la relación Rm/Re sea ≤ 0,02, podrán comprobar según el criterio de Cosenza, que la ductilidad de dicho material es equivalente a la exigida para los productos de acero, para ello se realizará un ensayo de tracción al material enderezado y se comprobará el cumplimiento de la siguiente expresión:
Además, se realizará una medición de altura de corruga o profundidad de grafila por cada máquina, sobre muestras tomadas antes y después del proceso. Estas comprobaciones deberán efectuarse diariamente y registrarse por cada máquina enderezadora en funcionamiento.
–Validación del proceso de corte, mediante la realización de determinaciones dimensionales sobre armaduras una vez cortadas. Se efectuará al menos una medida diaria, correspondiente a cada máquina, en el caso de tratarse de corte automático o para cada operador, en el caso de corte manual. Las medidas obtenidas deberán estar dentro de las tolerancias establecidas por el proyecto o, en su defecto, por este Código.
–Validación del proceso de doblado, efectuando al menos una medida diaria sobre cada máquina, mediante la aplicación de plantillas de doblado sobre las armaduras.
–Validación del proceso de soldadura, ya sea resistente o no resistente, mediante el cumplimiento de lo estipulado en cuanto a requisitos de calidad en el apartado 8 de las normas UNE-EN-ISO 17660-1 y UNE-EN-ISO 17660-2.
En el caso de que las armaduras se elaboren en la obra, el constructor deberá efectuar un autocontrol equivalente al definido anteriormente para las instalaciones industriales ajenas a la obra.